| PCB – Herstellung | ||
| ≡ Platinenbohrer ≡ | ||
|
Das Maschinchen
22. Dezember 2008 — Bauphase 1 der pneumatischen Bohr- und Fräsmaschine ist fertiggestellt. |
||
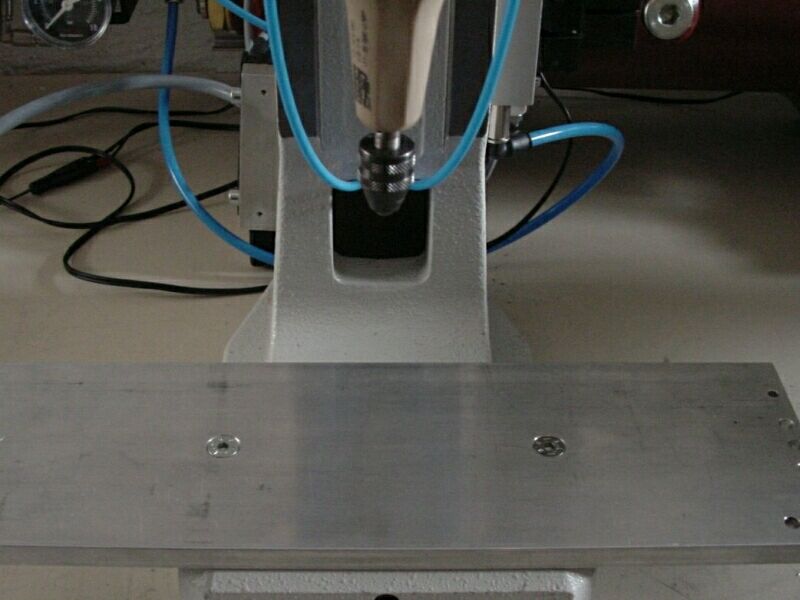
1 Die Grundplatte, 280 x 100 x 10mm, über Nutensteine in der Nut des Stand- fußes einer ehemaligen Handhebelpres- se befestigt und in X vermittelt. Die Mitte in Y wird durch die Senkkopfschrauben erreicht. |
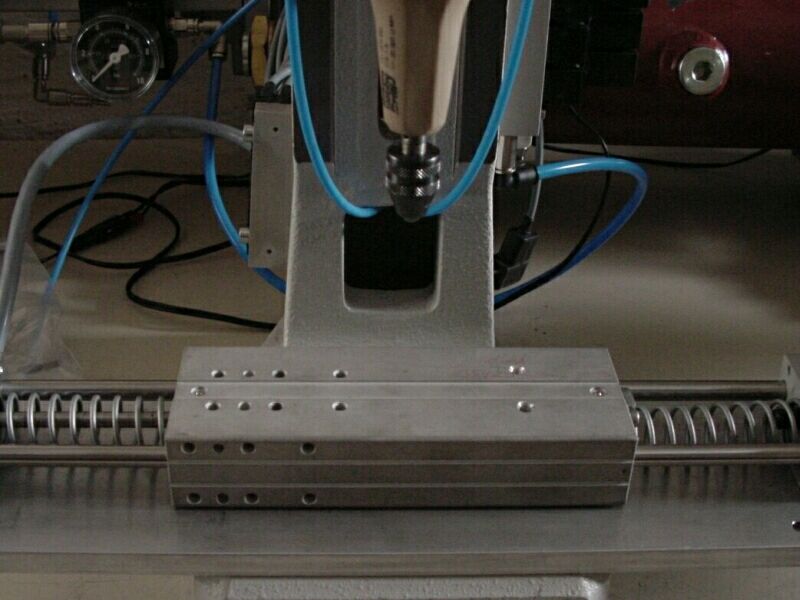
2 Der Schlitten für die X- Achse. Die Fe- dern dienten ursprünglich dazu, den Schlitten in der Mitte zu halten. Der geringe Versatz von 0.5mm kann vernachlässigt werden. Im späteren, pneumatischen Betrieb, werden noch einstellbare Anschläge hinzugefügt. |
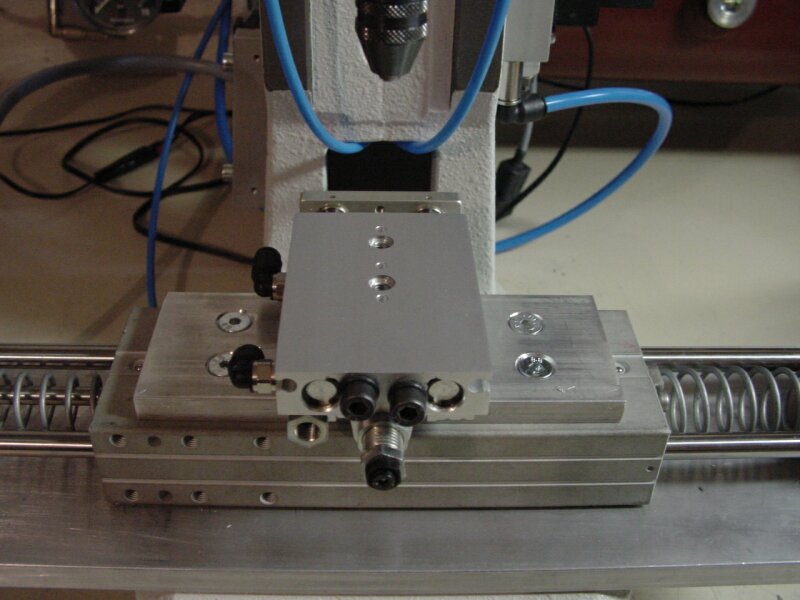
3 Darauf montiert, über eine zweite Spannplatte, der Y-Schlitten. Vorn befin- det sich der einstellbare Dämpfer. Über ihn wird der Schlitten mittig unter den Bohrer gebracht oder der Abstand der zu bohrenden Lochreihen zum Raster 2.54mm ausgeglichen. |
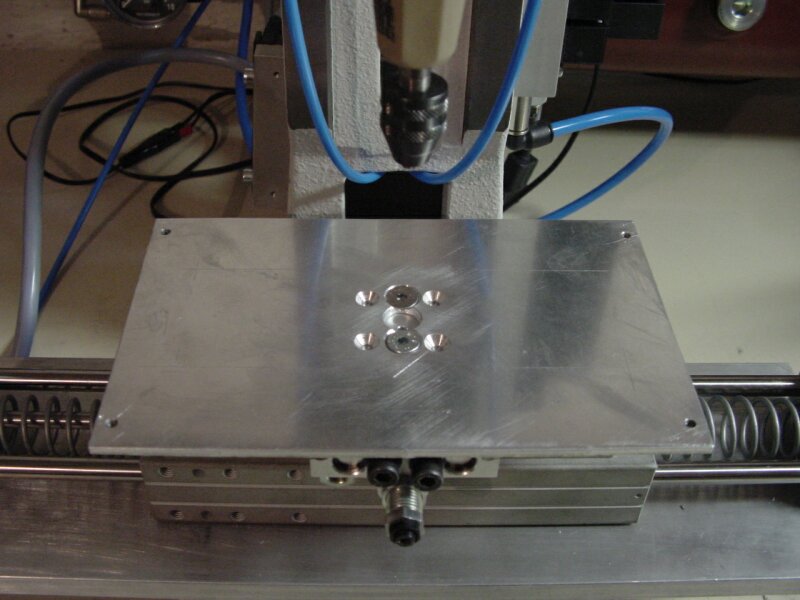
4 Dieses Alublech, 160 x 100 x 3mm, wird als Adapter für verschiedene Bearbeitungen dienen. Ein dickeres Blech oder Flachprofil würde jetzt zusammen mit dem Y- Schlitten und dem Drehtisch zu schwer für den nur auf den Führungsstangen bewegten X- Schlitten werden. Andernfalls müßte ein Gleitlager daruntergesetzt werden. |
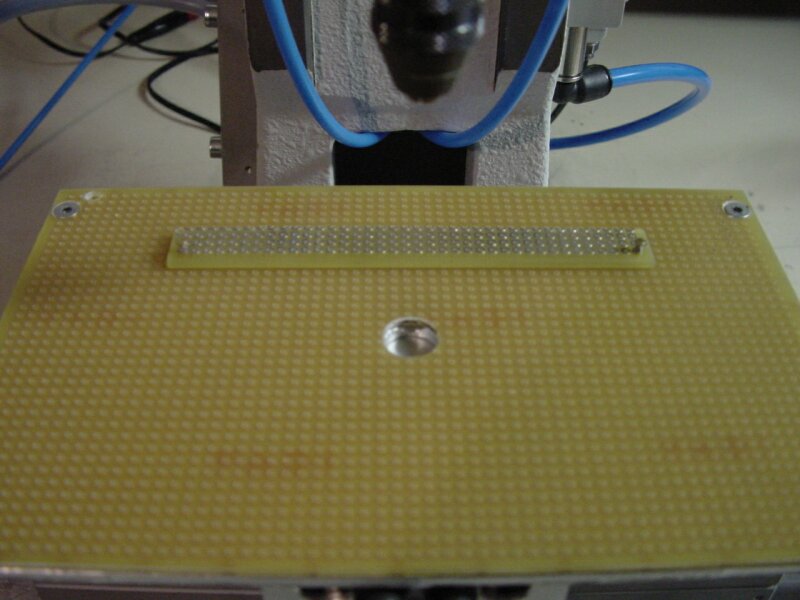
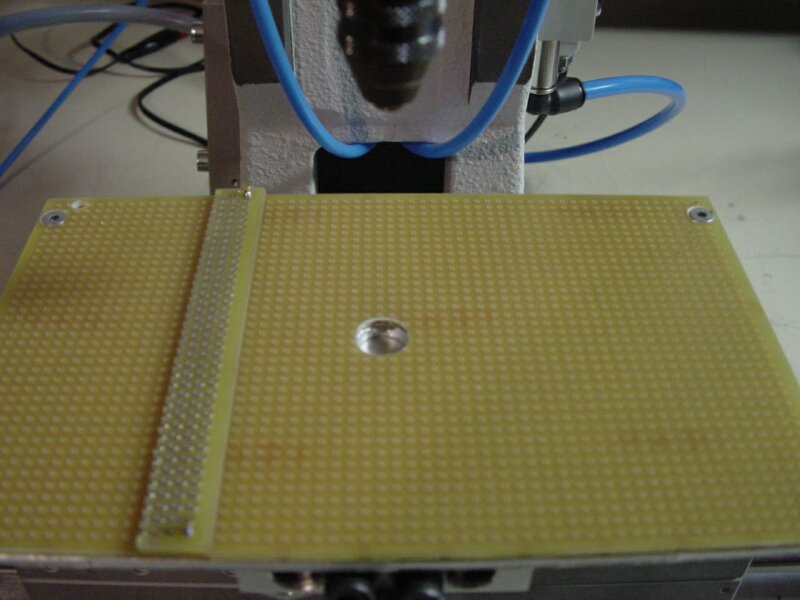
5 Die Lochrasterplatine wird jetzt zweck- entfremdet zum Abstecken benutzt. Der Anschlag wird in beide Richtungen und für verschiedene Positionen der zu bohr- enden Platine verwendet. Ist die erste Lochreihe ausgerichtet und gebohrt, wird um 2.54mm verschoben. So können z.B. die Löcher für einen 40er Wannen- stecker sauber gebohrt werden. |
6 Die Bohrung D10.0mm läßt genug Spielraum zum Ausrichten in X und Y, damit immer frei durchgebohrt werden kann. |
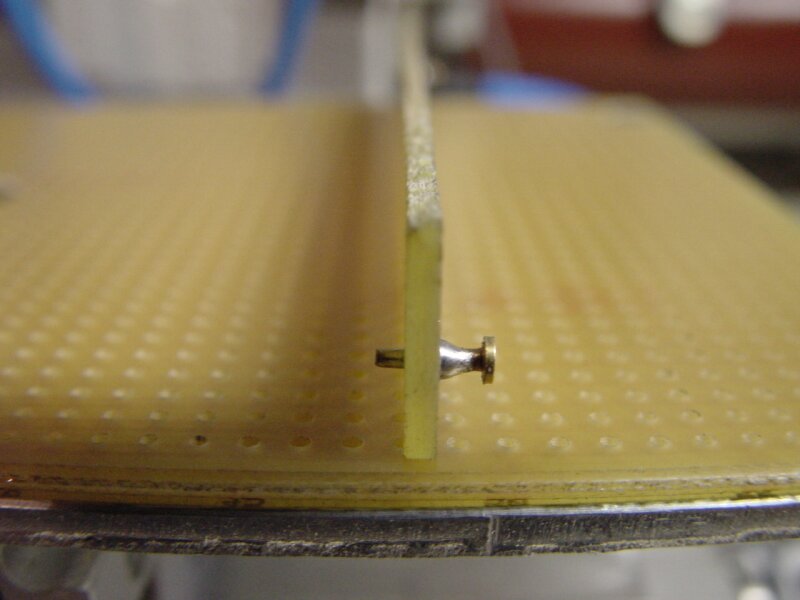
7 An der Absteckseite ragt der Messing- niet 1.35mm heraus (die Platinen sind 1.55mm dick), der Kopf wurde verlötet. |
||
• Oben • Layout • Platinengriller • Ätz-Verfahren • Platinenbohrer 1 • Steuerbox • Platinenbohrer 2 • Anfang •
ACVision © Copyright 2006 -